如何檢驗面料色差?具體的流程和標準是什么?面料色差是紡織行業難以根除的問題,如果色差過大,就會導致驗貨商投訴甚至退貨,所以就需要嚴格檢測面料色差程度。
如何檢驗面料色差?
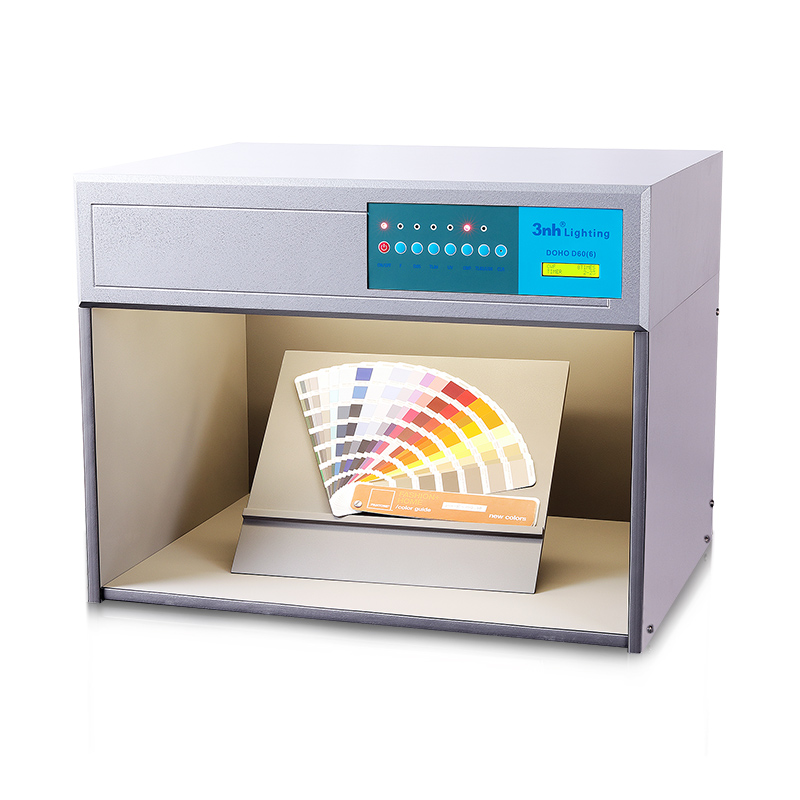
目前面料色差檢驗方法主要有目視法和儀器測色法兩種。目視法就會應用到標準光源對色燈箱,儀器測色法根據儀器測色原理不同也分為光電積分式測色法和分光光度測色法。想要準確檢驗面料色差還需要:
1、熟悉面料知識、熟悉針、梭等面料的特性,熟悉外在疵點檢驗標準了解面料生產工藝;
2、有針、梭織品質,對印染方面,且能全面把握品質;
3,熟悉面料內在檢驗標準,熟悉面料的損耗標準以及風險評估,對面料做出全面評估,如色牢度、甲醛等檢測方法及標準。
4、有良好的溝通性能,對出現問題的面料及時進行相應的處理,能編寫面料檢驗報告,熟悉面料檢驗的過程。
面料色差檢驗流程:
1、核對色光:
抽取各落色有代表性的匹條,在標準燈箱及燈源下,核對色光。不符合標準的拒收。
操作方法:
標準光源箱是一款電光源產品,只有通電才能保持正常的工作狀態。所以使用時,首先就需要將電源線另一端插頭接到電源供電插座。我們知道國內的標準電壓為220V,一般情況下直接通電即可,而銷往國外的燈箱產品,就需要嚴格查看使用電源電壓情況。
對色燈箱常見的光源有D65、TL84/P15、A光源、UV光源等類型,不同的用戶需求對色需求不一樣,選擇驗貨商指定的對色光源類型即可,如果驗貨商沒有要求,通常就選用D65光源。
將被檢測品放在燈箱底板中部位置。觀察角度以90度光源、45度視線為宜。可根據被測物品形狀調整適當角度、達到檢測最佳效果。
2、取樣測試:
檢驗布面時,隨機抽取大貨樣,簽字后,將此樣送達測試機構進行內在
指標測試。
面料色差檢驗標準:
據《GBT250-2008紡織物色差評定》規定
紡織品色差分為五級九檔:
其中:1、五級:色差要求為0,容差要求0.2;
4-5級:色差要求為0.8、容差要求為±0.2;
四級:色差要求為1.7、容差要求為±0.3;
三級:色差要求為3.4、容差要求為±0.4;
以上就是小編搜集整理的“面料色差檢驗流程及標準”全文內容,想了解更多色差管理資訊的用戶,可以關注我們的后續更新!