光澤度儀作為光電儀器,主要用于物體表面反射光大小的測量,其根據光源接收器角度的不同,可以分為不同的測量角度,常見的就有20度、45度、60度、75度、85度等,不同的測量角度其使用范圍是不同的。本文對光澤度儀測量角度及三角度光澤度儀的特點做了介紹。

光澤度儀有幾個測量角?
鏡向光澤度儀是用來測量油漆、紙張、塑料、家具、陶瓷、搪瓷、大理石、橡膠、油墨、皮革、鉆石及各種織物制品表面上的光澤度的一種儀器。不同測量角度適合測量的物品會有區別。
鏡向光澤度儀主要就包含三種測量角度,分別是20°、60°以及85°,不同測量角度適合不同光澤的物體表面。而對于紙張等行業來說,也會用到45°、75°測量角度。
75°光澤度測定法主要適用于涂布紙和紙板,也可用于未涂布紙及紙板或低印刷光澤度的紙及紙板印樣;
20°光澤度測定法主要適用于鑄涂紙、蠟光紙、上光紙等高光澤度的紙和紙板,也適用于高印刷光澤度的紙和紙板印樣及高光澤度油墨油漆等;
45°光澤度測定法主要適用于測定鋁箔紙、真空鍍鋁紙等金屬復合的紙和紙板;
60°光澤度測定法主要適用于各種紙張、涂布、油漆等。
85°光澤度測定法主要用于偽裝涂層、低光澤漆等等。
對于不同物體表面來說,適合的測量角度也不一樣。
通用材料,一般使用60°光澤度儀就可以測量。
高光澤材料,就可以選用20°光澤度計。
低光澤材料,可以選用85°光澤度計。
若不確定物體表面光澤度,就可以通過三角度光澤度計來進行檢測。
三角度光澤度儀怎么樣?
當光線照射到物體表面時,就會產生鏡面反射、漫射等現象,人們將物體表面向同一方向集中反射光線的能力稱為光澤度,它表明了物體表面在特定方向上觀察時的光亮程度。想要準去的評價物體表面光澤度,就需要精密的光澤度儀進行測量。
光澤度儀一般有20°角、45°角、60°角、75°角、85°角等多種類型,測定時選用的入射角不一樣,光澤度也不同。入射角大,鏡面反射率就大,光澤度也大。不同測量角度條件下,儀器對不同光澤樣品測量的準確程度不一樣。通常情況下20°入射角適合測量高光澤物體,60°入射角適合測量大多數中等光澤物體,85°入射角適合測量低光澤物體,對于紙張、涂布等特殊樣品,則可以使用專門的45°或75°入射角。
三角度光澤度儀同時具備20°、60°、85°等三種入射角測量模式,可以滿足各種不同光澤表面的測量,因此適用范圍比普通的單角度光澤度儀更加廣泛。
三角度光澤度儀的精度等級是什么?
用戶在選購光澤度儀時,就會發現儀器都會表明產品是一級光澤度儀或二級光澤度儀。這里的光澤度儀等級是經過專業的計量檢定機構評定的。根據國家質量監督檢驗檢疫總局發布的《鏡向光澤度計和光澤度板檢定規程》要求。光澤度計分為標準光澤度計和工作光澤度計,后者有分為兩級。光澤度計的計量性能應符合下表的規定:
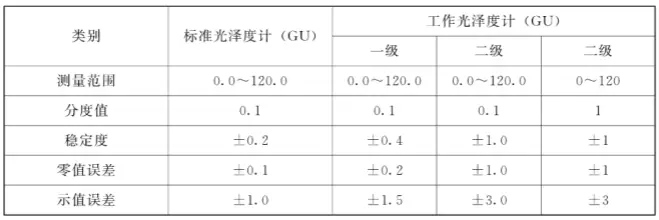
為進行準確的光澤度儀計量,我國在上海市計量測試技術研究院(SIMT)建立了光澤度國家基準。光澤度儀生產廠家則必須建立穩定。完善、準確的標準裝置,標準裝置的量傳必須源自國家標準。然后,標準裝置將光澤度量傳遞給工作光澤度儀,所謂工作光澤度儀就是用戶使用的帶有兩個工作板的光澤度儀。工作光澤度儀分為兩級,一級光澤度儀的準確度高于二級。
光澤度儀的測量角度如何選擇?
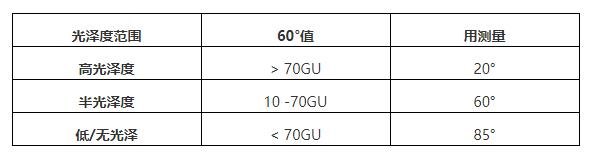
為了確定最合適的測量角度,先把光澤度儀設走到用60°角開始測量。如果結果在10-70GU,該涂層被稱為“半光澤度”,并應使用60°角度進行測量。如果結果小于10GU,該產品是“低光澤度”,并應使用85。角度進行測量。如果大于70GU,該產品被稱為“高光澤度”,并應使用20°角度進行測量。在測量陽極氧化金屬的光澤度時,用記錄所有三個角度(20°,60°和85°),這確保了對涂層和金屬基材之間的鏡面反射的完全理解。
光澤度儀20°、60°和85°角的區分:
光澤度儀,就是一款專門用于測量各種涂層表面光澤度的儀器,如陶瓷、油漆、油墨、塑料、大理石、鋁、五金等材料表面光澤度,是一款產品表面光澤度管控儀器。一般來說測試時,可選擇20°、60°以及85°。那么,你知道這三種角度測試都有什么區別嗎?我們要選擇哪種角度才能適合我們使用?下面就為大家介紹一下不同角度光澤度儀使用的區別。
中光澤(通用型角度):60°
60°是所有表面都適用的測量角度。它還被用作為低光澤85°,高光澤20°測量表面時的參考角度。
低光澤:85°
為了提高低光澤表面的分辨率。可用85°測量光澤,當用60°測量物體表面光澤度值低于10GU時,推薦選用85°角來測量。
當用85°測量不同光澤紋理或略微不均勻表面時,需進行多點測量取其平均值。
高光澤:20°
20°測量角可提高高光澤表面的分辨率。當用60°測量物體表面光度值高于70GU時,推薦選用20°角來測量。
20°角(光路)對物體表面霧影現象是非常敏感的。因為,霧影是高光澤表面所特有的現象。